CUTTING TOOLS and CUTTING FLUID- the "Heroes" of Machining
Iron sharpens iron that what an adage says; then I thought to myself if iron sharpens iron, what material will cut iron. Extensively, what are the metallic materials that cuts one another in which one is a prey and the other the predator?
Welcome once again to my blog, hope you are doing well? I suppose yes. I was indeed overwhelmed with comments and kind words i received from my last post. I thank you for taking time out of no time to read. I am back again to share and learn with you another interesting topic this time in Engineering field. What are we talking about; cutting tool and its fluid? These two are two jolly friends as they go hand in hand just as lightning and thunder from my last post. Let’s just say technically that without one the other cannot survive for long and vice versa as the other won’t be necessary or needed. Cutting tool might be metal to metal cutting or metal to wood cutting as the case might be. But our attention here is to focus on metal to metal cutting. Let’s stop beating around the bush and go to the discussion proper.
Chill, relax and let’s roll
A BROAD VIEW OF CUTTING TOOL
Cutting tool literally from the way it sounds means a material/substance used to cut another material of lower strength and hardness. In a more reasonable term according to engineering perspective, cutting tool is a harder material that can cut another material which is less hard and also capable to withstand the generated heat during the process of cutting. A relative motion is involved during the cutting process between the material (work piece) and the cutting tool. As the process goes continuously, deformation occurs resulting in metal shearing for which the work pieces ahead the cutting tool is compressed.
We can broadly classify cutting tools used in metal cutting into;

Single point tools: these are tools with one cutting edge. Such as lathe tools, boring tools, sharpening tools etc.
Multiple point tools: these are associated with tools more than one cutting edge i.e milling cutters, drills, grinding wheels etc.
In this article, we will be drawing our attention to the single point tools. Basically, there are just two types of metal cutting process associated with single point cutting tool
- Orthogonal cutting: i.e the cutting edge of the tool is at 90° perpendicular to the direction of the tool travel
- Oblique cutting: here, the cutting edge of the tool is inclined at an angle less than 90° to the direction of the tool travel.
Without wasting much time in penetrating into the mechanics of cutting as that is not our main focus on this topic as there will be room some other time to digest that.

Sailing our ship to the cutting tool material properly.
We have heard of electrochemical series in our basic chemistry and it was learnt that element (metal) displace themselves in chemical reaction according to their rank in the series because reactivity of metals differ. Skipping this view of chemistry, similar things do occur in metal cutting in terms of thickness, hardness, toughness, wear resistance, chemical inertness etc. If we can have electrochemical series of metals in terms of their reactivity I can therefore jokingly introduce you to cutting tool material series (Laugh)!
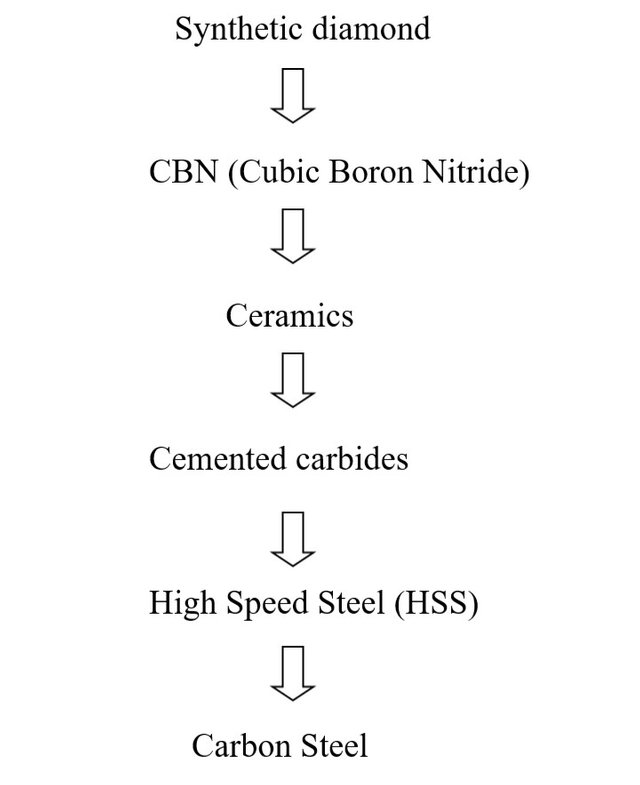
Synthetic diamond: it is visible to the blind and audible to the deaf that diamond are the hardest substance on earth known before wurtzite boron nitride came to be found recently but still under research for it's cutting abilities, science has proven that here. In using a diamond to cut other materials mostly(non ferrous) it is always coated with another tough material usually in a polycrystalline form upon its purity which is the backbone for its hardness.
NOTE: synthetic diamonds are capable of cutting other diamonds.

Diamonds generally are not ideal to cut ferrous alloys reasons being that it wear rate is greatly increased at high cutting speed and temperature on diamond tools. It can also be employed to wear away any material during machining as well as polish for its crystal shinning property.
CBN (Cubic Boron Nitride): unlike synthetic diamond, CBN is widely used for ferrous alloy (material) at high temperature in which it is not soluble in metals like nickel, iron or alloy containing iron, nickel etc. CBN is the hardest substance known after diamond which is as well brittle. The polycrystalline form of CBN unlike the synthetic diamond is used in steel machining in form of abrasives.
Ceramics: ceramics materials are basically a blend of fine grained high purity of aluminum oxide (Al2O3) and they can be of two kinds
White or cold-pressed ceramics i.e it consists of only Al2O3 which is cold pressed inserts and sintered at a very high temperature. While the other,
Black or hot-pressed ceramics: this is the composition of ceramics and metals commonly known as CERMETS. It has 70% of Al2O3 and the remaining percentage is for TiC (Titanium Carbide).
Ceramics cutting materials are mostly suitable for high speed continuous machining operations like finishing, turning of cast iron and steel.
Cemented carbide: this is an old form of cutting material which was first introduced in the late 1920s. They are distinct and widely used today perhaps because of their high rate of wear resistance and hot hardness but generally they are poor in toughness. They are mostly produced with the method of powder metallurgy and sintering grains of tungsten carbide (WC) but a blend of cobalt is added for its little toughness. Other forms of cemented carbides are TiC (Titanium Carbide) and TaC (Tantalum Carbide).

As I have said earlier, they are mostly available as inserts mainly from powdered metallurgy process. These inserts can be of different shapes or models mechanically clamped or brazed to tool holder because of replacement in worn off cutting edge.
High Speed Steel (HSS): these are one of the oldest tool material produced in the 1900s. They are composed of high alloyed Cobalt, Vanadium and Molybdenum with Tungsten and Chromium its backbone for its hot hardness and wear resistance. Compared to carbon steel they are highly heat treated which makes up for their high hardness and abrasion resistance thanks to Tungsten and Chromium once again. They can be used to produce drill bits, taps, gear tools etc. They are as well tough and have good wear resistance.

{kind=link}
{kind=link}
{kind=link}
Carbon steel: it is no doubt the oldest cutting tool material. Unlike high speed steel, it is composed of small quantities of Silicon, Chromium, Manganese and Vanadium. No wonder they are not more in use because they have low wear resistance and low hot hardness abilities.
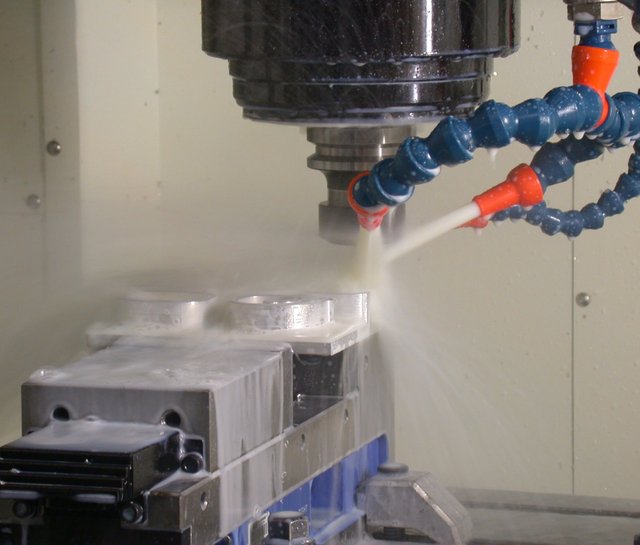
Paddling our ship further to the WORLD OF CUTTING FLUID
Cutting fluid generally or in a simpler form refers to any liquid or gas that is mostly applied to chip or cutting tool to improve cutting performances. Mostly it is referred to as COOLANT because it helps to remove heat developed during cutting operations.
BASIC REQUIREMENTS OF A CUTTING FLUID
cutting fluid mostly depends on its mode of operation, material of the tool and
workpiece in question, RMR (Rate of Metal Removal) and not forgetting the cost of cutting fluid.
A good and effective cutting fluid (coolant) must have
- high flash point to curb for fire hazard
- good and high heat absorption rate in order to remove heat released by the workpiece and tool instantly
- high stability as not to oxidize with air
- odourless i.e (must not give bad smell at high temperature)
- be economical enough
- low viscosity so as cutting tool could flow easily
- low coefficient of friction
- no chemical reactivity
- no corrosion action on workpiece or cutting tool
Sailing further to the types of cutting tool
Chemical fluids: also termed "semi-synthetic". A very good and effective type of cutting fluid because they possess good finishing and cooling skills but can be very harmful to the skin if not properly handled. It is the combination of chemicals and water with additives which promoted its effectiveness and it contains oil as well.
Synthetics: these are very similar to chemical fluid has it is the combination of chemical, water and additives but synthetic does not contain oil. They are also very effective type of cutting fluid.
It is not possible to neglect the effect of cutting fluid on cutting tool (tool life) during high or low cutting speed and also chip concentration when discussing topic like this.
With little of our time not to be wasted, let’s take a look at that very briefly
Cutting tool (tool life): the more appropriate and efficient use of cutting fluid, the higher the increase in tool life as easy as that.
Cutting speed: when tougher materials are being cut or machined there is high tendency of experiencing a lot of heat especially when the speed is relatively increased. The use of cutting fluid is employed to absorb the heat produced and also lubricate the tool surface.
Chip concentration: when materials are being cut or machined, the chip of metals are deposited near the interface of the work tool, so with the help of the cutting fluid it can be used to wash way those chips from the work piece interface because the chip will be very hot due to the high temperature involved and can therefore be very difficult to remove without the use of cutting fluid
CONCLUSION
Leaving you with the Environmental issues associated with cutting fluid. I hereby conclude by giving us the ways to prevent our cutting fluids from being contaminated by bacteria, chips, garbage etc.
- We must replace our cutting fluid twice or thrice a month
- Ensure you do dry cutting mostly
- Employ filtration techniques to always clean cutting fluid as this is also very economical
Thanks a lot for finding time to visit. Comments, questions and complements are well appreciated. Have fun and catch you some other time.
REFERENCES
Ismaila S. O. Production Engineering. Federal University of Agriculture Abeokuta.
Important machining factors of carbon steel: Production machining
If you write STEM (Science, Technology, Engineering, and Mathematics) related posts, consider joining #steemSTEM on steemit chat or discord here. If you are from Nigeria, you may want to include the #stemng tag in your post. You can visit this blog by @stemng for more details.

You can also join us at Promo-Mentors, to improve your blogging skills. Join our discord channel and meet awesome mentors who are willing and ready to shape your writing skills.
Nice piece, I remember back then in my undergraduate days, we use water as a cutting fluid considering the fact that it's cheap and readily available.
Would it be classified as a good cutting fluid?
We know water is a good conductor of heat.. Its absorbs heat easily.. But it effect when use alone on tools might cause rusting of tools as time goes. As we know water and air are two jolly friends of rusting..
Good to have you here sir
Nice piece here, dissecting cutting tools to its core. You made it look so simple, mad props to you.
Thanks for the kind words oga. Its always nice to have you here
Cutting tools has been of great value in the engineering field. Nice to have read on this again.
A very important tool indeed. All the machine part produce today originate at one point in time from cutting tool process be it the single or multi point tools.
Thanks for sparing your time to learn here
I once wrote a piece on cutting tool but they were the single point tools... Great dissection of tools in general
Yes we also have the multi point tools the milling and the likes. I would definitely find time one of this days to bring that here.. Thanks for your time bro
Anyone who works in a machining workshop will appreciate the way you structured this post by always putting cutting tools and cutting fluid side by side, because for those machine operators, the fluids are as important as the tools. I also learned more here. Kudos bro.
What more can i say. I am really glad you stopped by. Thanks for the kind words sir
Machining is one area of production that cannot be overlooked. I know of many industries who have their own machine-shop and this helps them to get spares readily available.
Nice piece man!
Always good to have you here my man. Of course machining is one of the backbone of production engineering.
Detailed post! You made your research well bro. Good work.
Thanks for the kind words bro. Good to have you here
I like how you take time to structure the post in a progressively elaborating manner...I have learned a tonne of things here
its always a pleasure to have you here
You're welcomed