通孔PCBA工艺流程的编制
- 依据
- 设备
- 生产的批量
- 元器件的数量与种类
- 原则
- 工位安排,生产节拍平衡。每个工位插装元件的种类不超过5种,总数不超过15个。
- 顺序是,先小后大,先低后高。先安排体积较小的跳线、电阻、瓷片电容等,后安排体积较大的继电器、大的电解电容、安规电容、电感线圈等。
- 印制板上的位置应先安排插装离人体较远的一方、后安排插装离人体较近的一方,以免妨碍较远一方插装。
- 带极性的元器件如二极管、三极管、集成电路、电解电容等,要特别注意标志出方向,以免装错。
- 焊接温度达240℃以上,因此,电路板上如果有怕高温、助焊剂容易浸入的元器件要格外小心,或者安排手工补焊。
- 确定工艺流程
- 工位安排并明确任务
- 明确插装顺序
- 极性要求
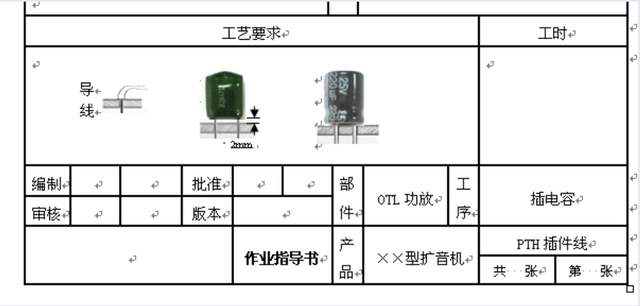
- 工艺要求
- 作业指导书
- 关于作业指导书
- 指导生产人员进行生产的工艺文件,必须写明
- 产品名称规格型号、该工位的工序号以及文件编号,以便查阅;
- 必须说明该工位的工作内容。是“插件” 、检验还是补焊;
- 写明本工位工作所需要的原材料、元器件和工位器具的规格型号及数量,并且说明装配在什么位置(图示)
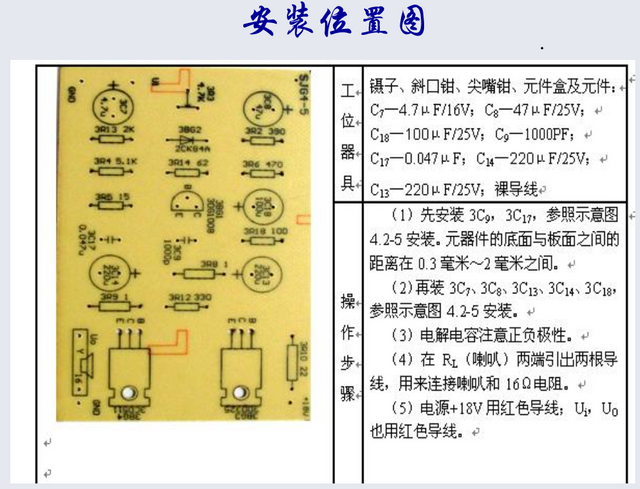
- 写明技术要求告诉员工具体怎样操作,以及注意事项;
- 工艺文件必须有编制人、审核人和批准人签字。
- 指导生产人员进行生产的工艺文件,必须写明