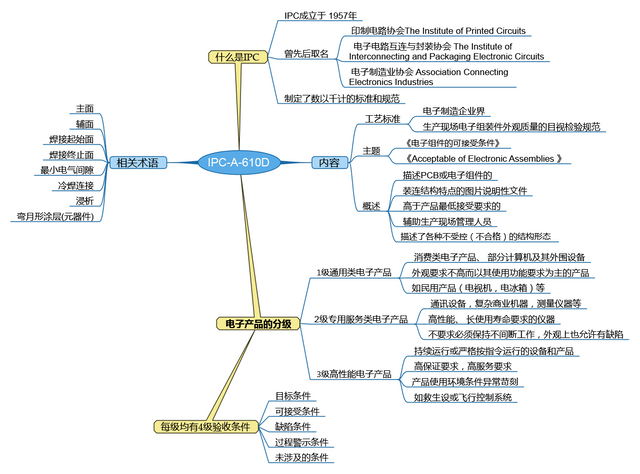
IPC-A-610D理论与应用
附加说明
- 相关术语的解释
- 主面:总设计图上规定的封装互连构件面。(通常为最复杂、元器件最多的一面。在通孔插装技术中有时称作“元件面” 或“焊接终止面” 。 )
- 辅面:与主面相对的封装互连构件面。(在通孔插装技术中有时称作“焊接面” 或“焊接起始面” 。)
- 焊接起始面:焊接起始面是指印制电路板用于焊接的那一面。通常是印制电路板进行波峰焊、浸焊或拖焊的辅面。
- 焊接终止面:焊接终止面是指印制电路板焊锡流向的那一面。通常是印制电路板进行波峰焊、浸焊或拖悍的主面。
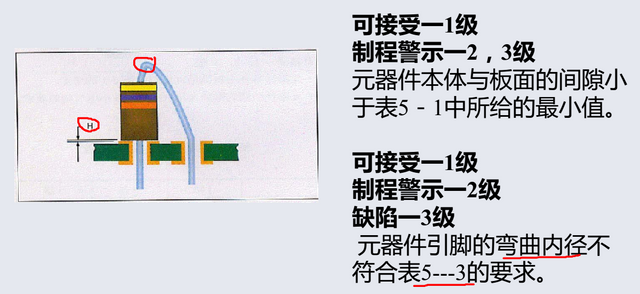
- 最小电气间隙:将非绝缘导体(例如图形,材料,部件,残留物)间的最小间距称之为“最小电气间隙” ,并且在设计标准,或已通过标准,或受控文件中已作出定义。绝缘材料必须保证足够的电气隔离。
- 冷焊连接:指一种呈现很差的润湿性、表面出现灰暗色。疏松的焊点。出现这种现象是由于焊锡中杂质过多,焊接前表面沾污以及(或者)焊接过程中热量不足而导致的。
- 浸析:指焊接过程中基底金属或涂覆层的流失或扩散。
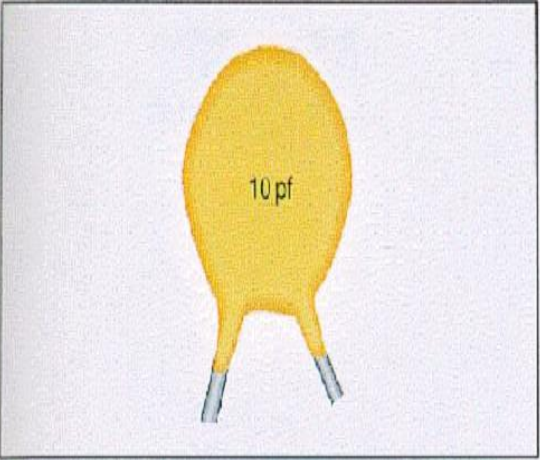
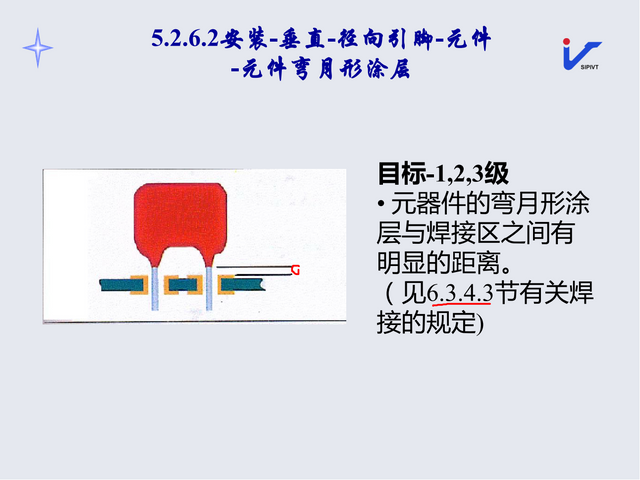
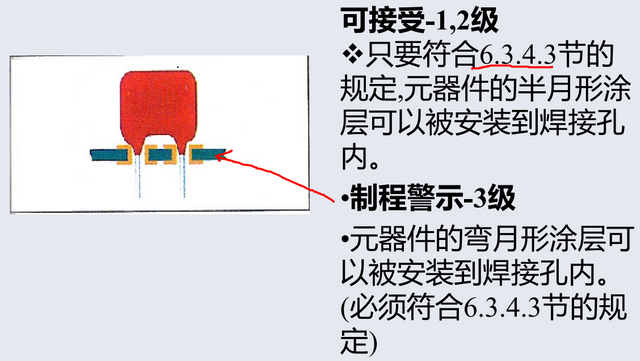
- 弯月形涂层(元器件):指元器件引线与灌封或模塑材料封装体间所形成的弯月形涂层。包括的封装材料有陶瓷、环氧材料或其他合成物以及模塑器件。
检查方法
- 1级产品拒收条件自然成为2级产品拒收条件。2级产品拒收条件自然成为3级产品拒收条件。
- 接收和(或)拒收的判定必须以与之相适应的文件为依据,如合同、图纸、技术规范、标准和参考文件。
- 检验者检验时不可自行选择验收等级。检验者使用的文件中必须事先指定所适用的验收级别。
- 自动检查技术(AIT)是替代目视检查的有效方法之一,也是自动检测设备的补充手段。本文所描述的许多项目均可采用AIT系统进行检查。 IPC-AI-641“焊点自动检查系统用户指南”以及IPC-AI-642“底片、内层和组装前印制板自动检查用户指南”提供了关于自动检查技术的更进一步资料。
检查示例
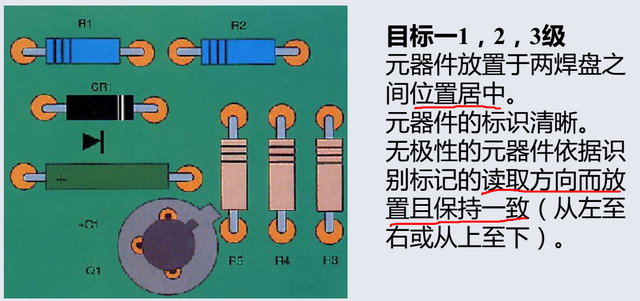
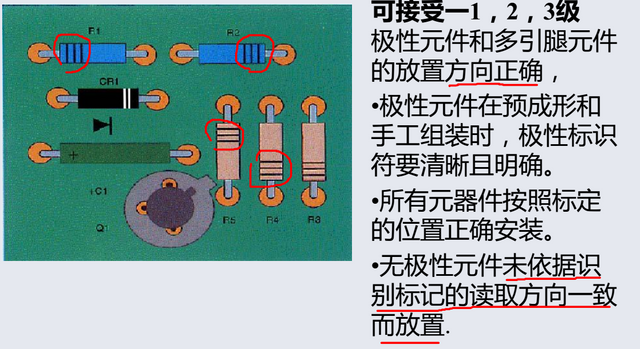
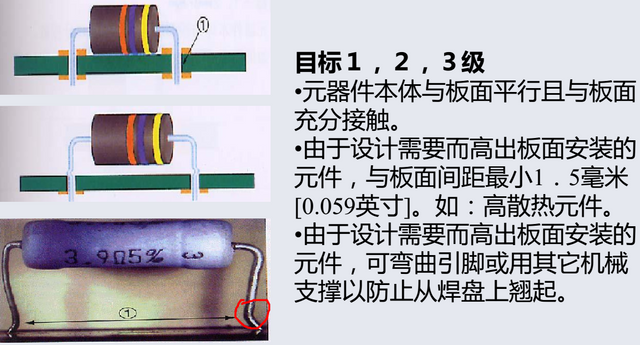
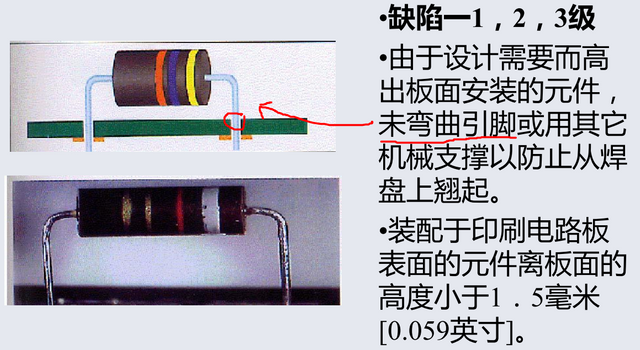
- 水平定位
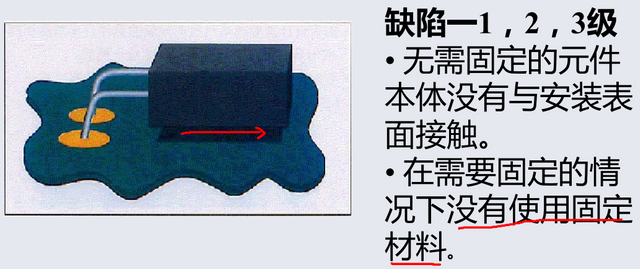
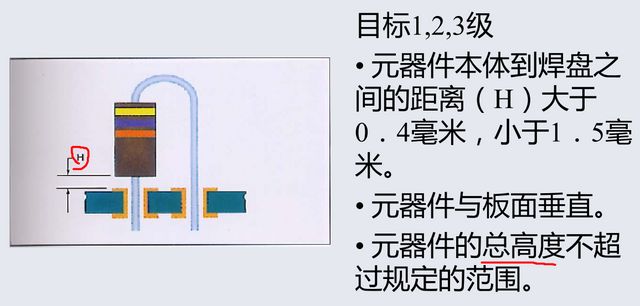
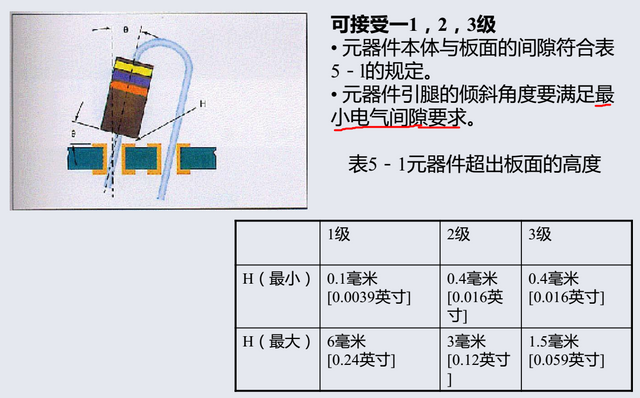
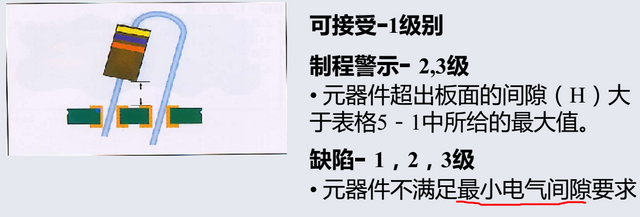
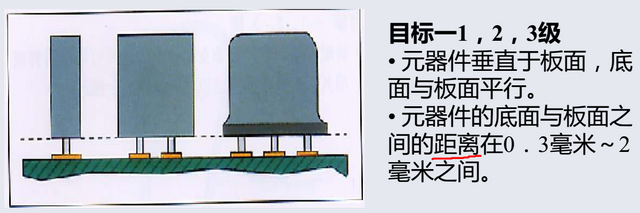
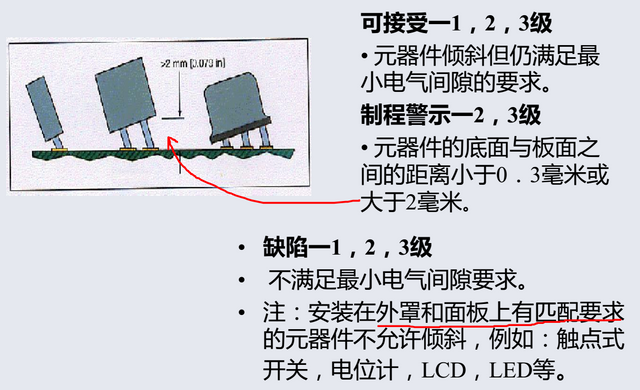
- 垂直定位
- 水平轴向引脚
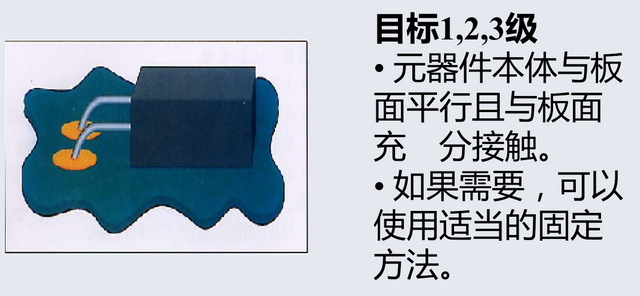
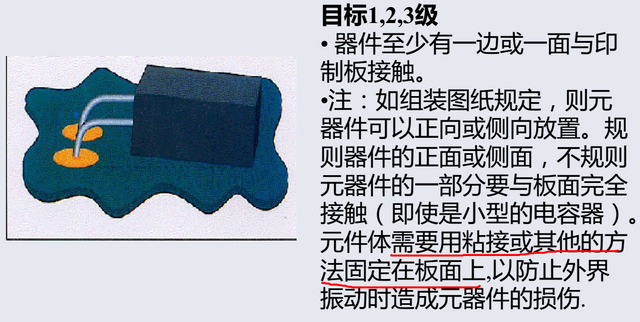
- 水平径向引脚
- 垂直轴向引脚
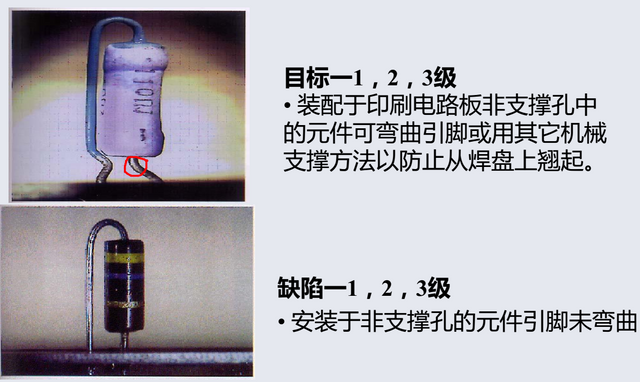
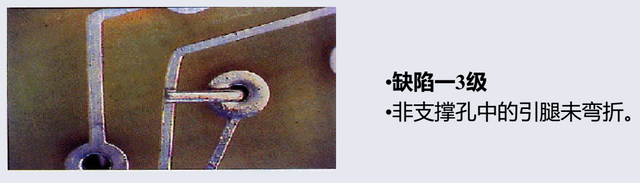
- 垂直轴向引脚(非支撑孔)
- 垂直径向引脚
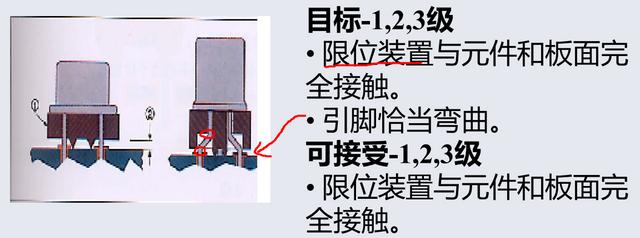
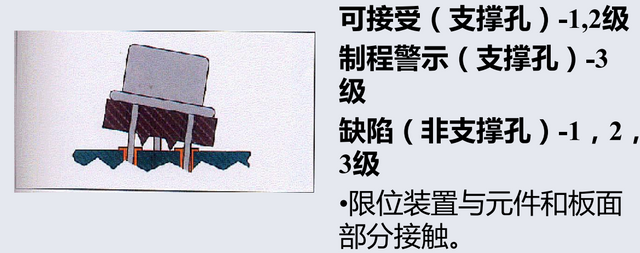
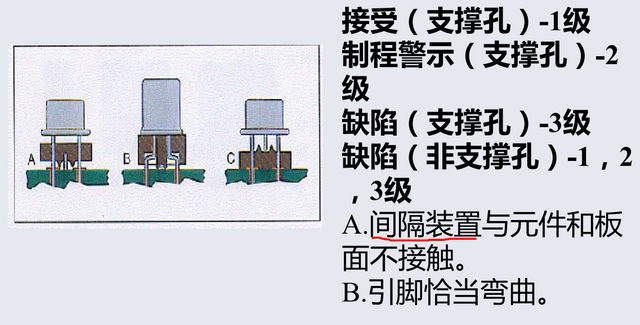
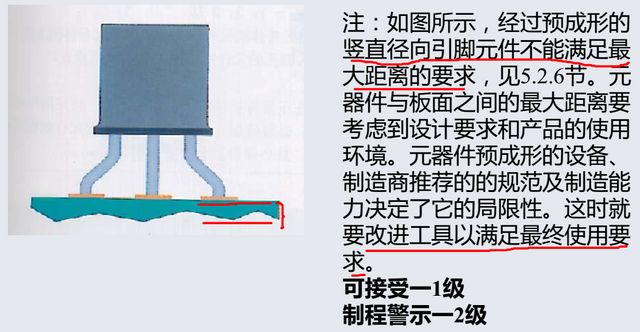
- 垂直径向引脚安装限位
- 垂直径向引脚元件弯月形图层
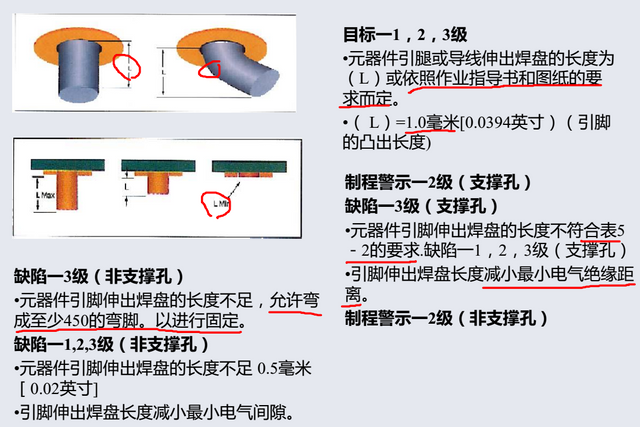
- 导线/引脚末端
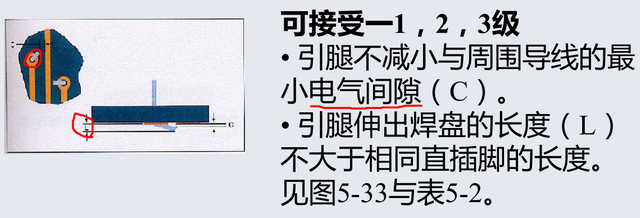
- 元器件引腿伸出焊盘的部分不能导致出现以下情况:减小电气间隙、由于引的偏移而产生焊接缺陷、在后序的手工操作时致使静电防护封装被击穿。
- 高频情况时要对元器件管腿的长度有更加明确的要求以免影响产品的功能。
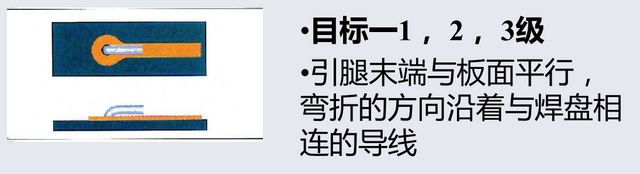
- 导线/引脚末端弯折成形
- 通孔元件引腿可通过垂直插入、部分弯折的结构进行固定。这种弯折必须能完全防止在焊接过程中松动。弯折的方向可以是任选的导线。 DIP引脚需由元件的纵轴向外弯曲。
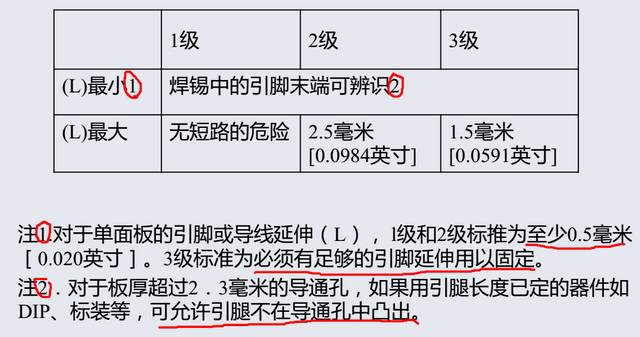
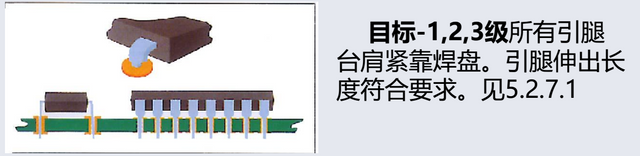
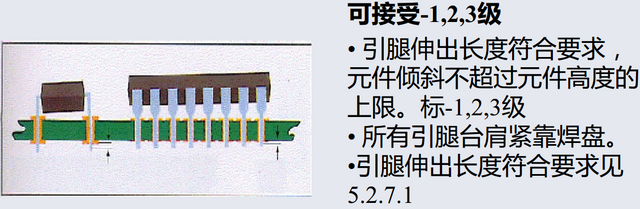
- 焊接后的引脚应至少可辨认。当由板面垂直测量时需满足表5-2的要求且不影响最小电气间隙。
- 非支撑孔中引脚弯折至少45”、引腿伸出孔面至少0.5毫米[0.020英寸]且不影响最小电气间隙。

- DIP与SIP
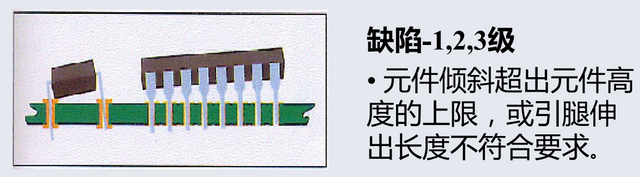
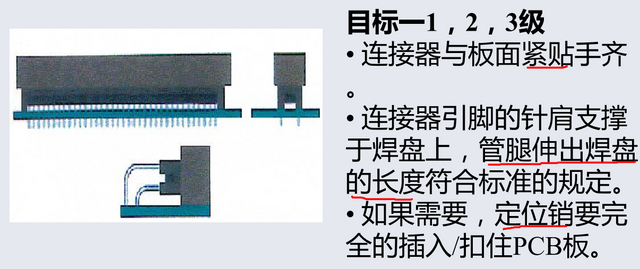
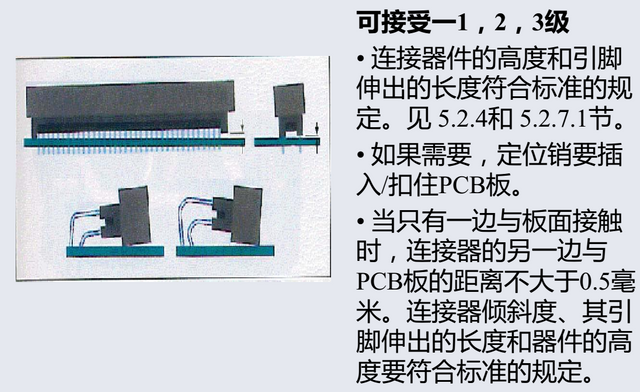
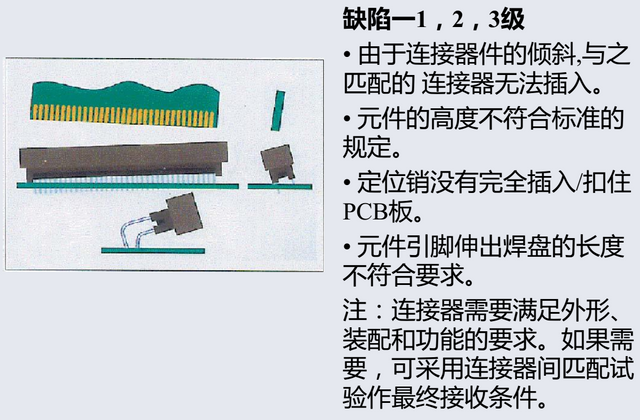
- 连接器
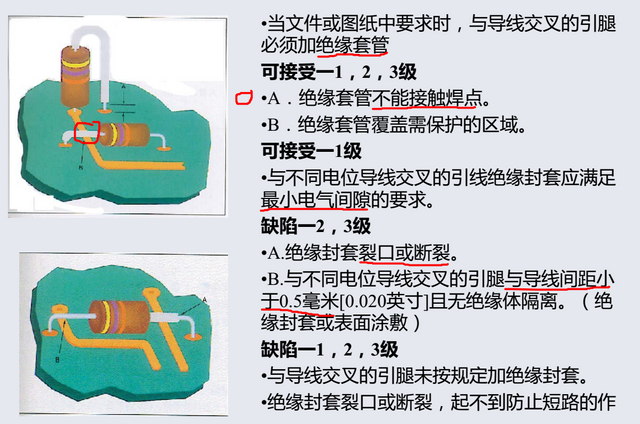
- 引脚跨越导线
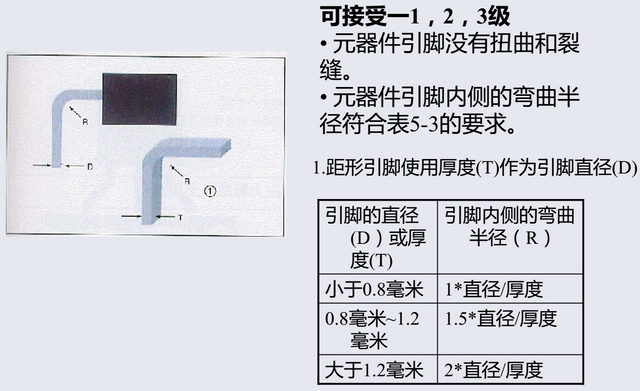
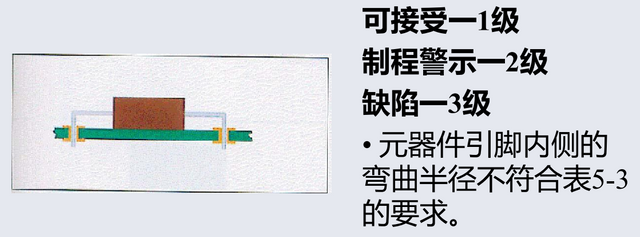
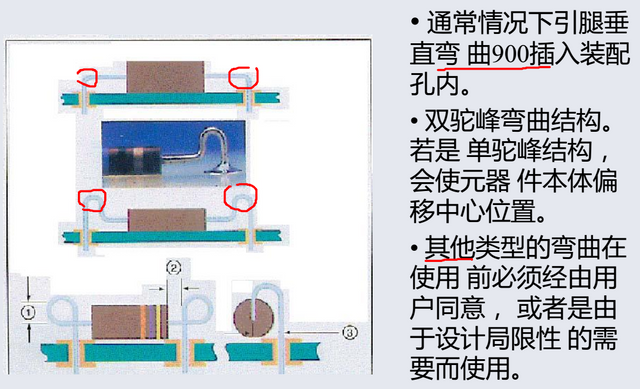
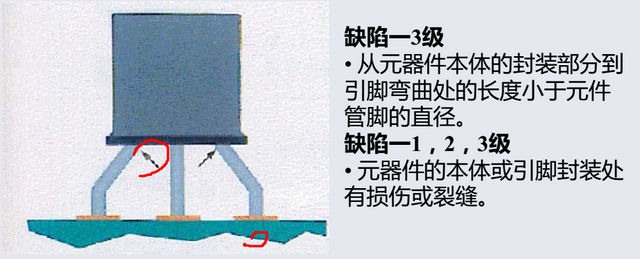
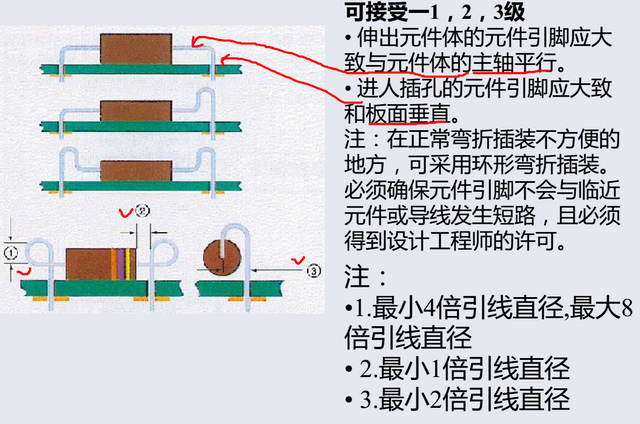
- 引脚弯曲
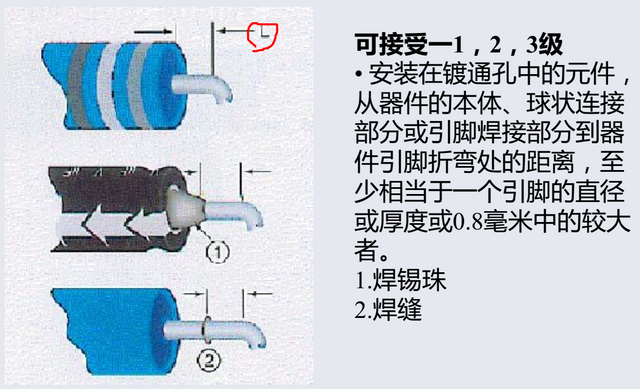
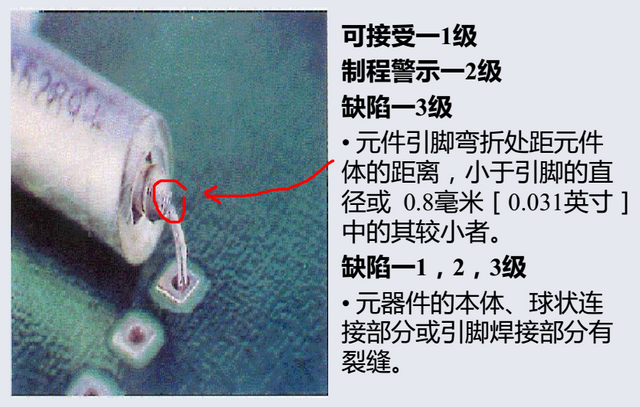
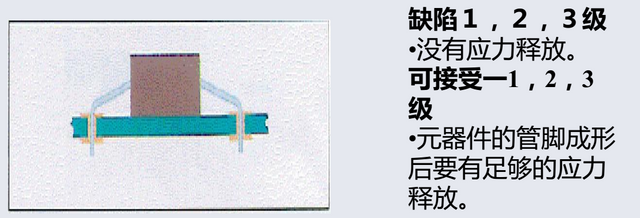
- 引脚应力释放
- 支撑孔
- 非支撑孔
- 支撑孔
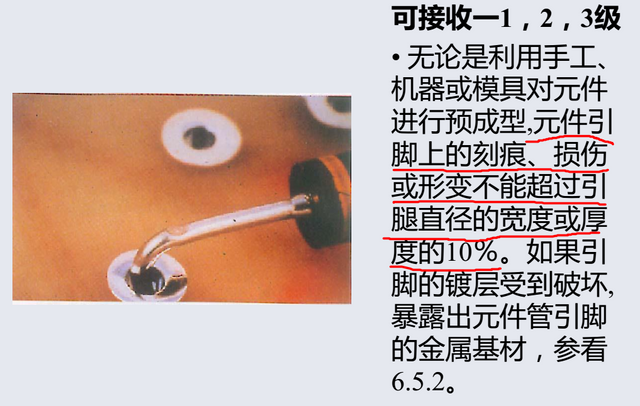
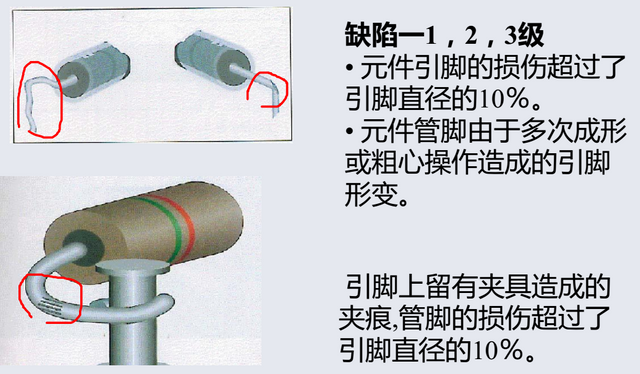
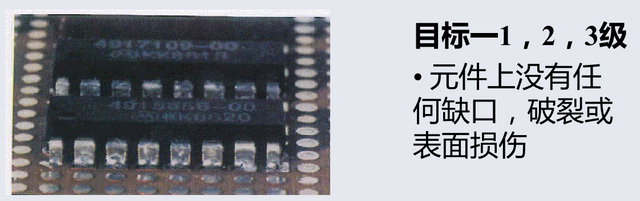
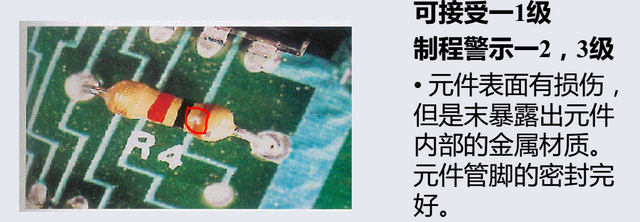
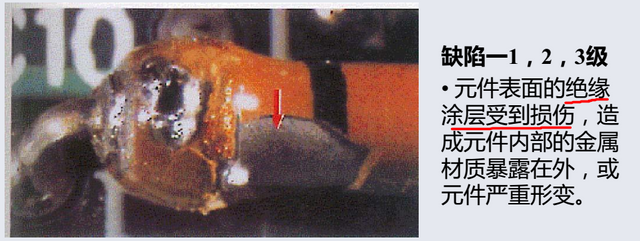
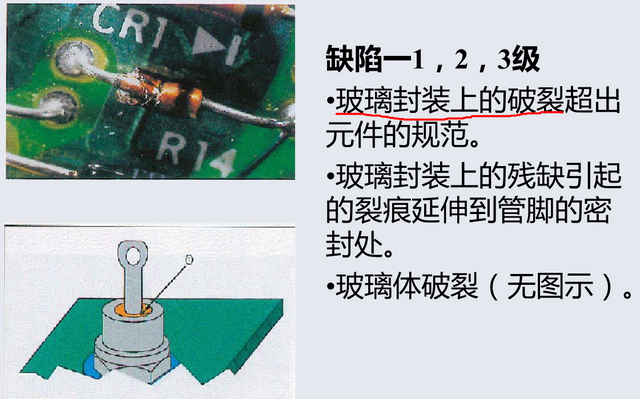
- 引脚损伤
- DIP与SOIC
- 轴向引脚与玻璃体封装
- 径向双引脚
- DIP与SOIC
说明
- 插件插装次序
- 先轻后重,先小后大,先低后高,先内后外